














Punta elicoidale HSCo8 WN MAGMA
Punta elicoidale, HSCo8, tipo WN, RH MAGMA
PUNTA-ELIC-HARDOX-HSCO8-MAGMA-D4,5
ZEBRA








Registrati ora per accedere ad oltre 150.000 prodotti.
Stabilità di foratura e forza di taglio eccezionali
Anima rinforzata e minore lunghezza dell'elica a norma DIN 1897, lunghezza totale a norma DIN 338
Grado di resistenza alla rottura molto elevato
Tagliente ottimizzato e angolo dell'elica piatto speciale
Speciale rivestimento multistrato Magma e lega di cobalto all'8%
- Durata fino a 9 volte superiore e velocità di taglio fino al 50% maggiore rispetto alle punte senza rivestimento
- Durata fino a 2 volte superiore rispetto ai rivestimenti tradizionali
- Resistente al calore fino a 800 °C
Centraggio ottimale durante il lavoro e minore sforzo richiesto
Angolo al vertice di 135° e punta divisa ottimizzata
Gambo a 3 lati (da diam. 4 mm)
- Nessuno slittamento nel mandrino: lavoro più veloce e confortevole
- Trasferimento ottimale della forza
- Protegge il mandrino da eventuali danni
- Minimo sforzo necessario per aprire e chiudere il mandrino
Confezione al 100% in PCR (plastica riciclata da rifiuti domestici), 100% riciclabile con certificazione Cradle to Cradle® Bronze
Caratteristiche tecniche(X)

- Materiali difficili da lavorare (ad es Hardox 400-500), come pale di escavatori, accessori dei camion, armature, lame spazzaneve, macchinari agricoli, ecc.
- Fori su acciaio tradizionale che richiede una lunga durata di vita della punta
Se possibile, utilizzare una quantità sufficiente di liquido di raffreddamento e olio da taglio
 | |
Per tipo macchina | Trapano, Avvitatori a batteria, Perforatrice con piedistallo, Centro di fresatura/foratura |
Materiale da lavorare | Materiale duro e robusto |
Qualità | ZEBRA-Premium |
Profondità foratura / standard | CS / 3xD |
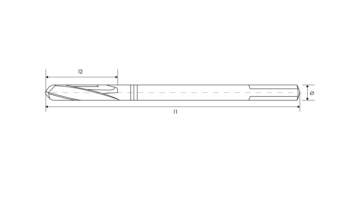
Diametro (Ø) | 4.5 mm |
Lunghezza (l1) | 80 mm |
Lunghezza gola di evacuazione trucioli (l2) | 24 mm |
Forma gambo | Gambo a 3 lati |
Superficie | Rivestimento multistrato Magma |
Materiale di taglio | HSCo8 |
Angolo punta | 135 Gradi |
Durata (sistema a punti) | 4 su 4 punti |
Velocità di foratura (sistema a punti) | 3 su 4 punti |
Qualità foratura (sistema a punti) ( ) | 4 su 4 punti |
Versatilità (sistema a punti) | 2 su 4 punti |
Andamento foratura (sistema a punti) | 4 su 4 punti |
Per trapano (sistema a punti) | 4 su 4 punti |
Per trapani a batteria (sistema a punti) | 4 su 4 punti |
Per trapano a colonna (sistema a punti) | 4 su 4 punti |
Per gruppo di fresatura (sistema a punti) | 3 su 4 punti |
Autocentrante | Sì |
Per resistenza alla tensione fino a | 1550 N/mm² |
Materiale del sottogruppo | Acciai temprati legati, Accia nitrurati, Acciai per utensili, Acciai rapidi, Ghisa, Ferro duttile, Ghisa malleabile, Titanio, Leghe di titanio, Hardox, Acciaio per molle, Bronzo, truciolo corto, Bronzo, truciolo lungo, Ottone, truciolo corto |
| Legenda |
| vc = velocità di taglio [m/min] |
| f = avanzamento [mm/r] |
| n = numero di giri [giri/min] |
| I parametri di taglio consigliati sono valori di riferimento e devono essere adattati alle specifiche condizioni di lavoro. |
| Per diam. 1,0-3,0 | ||||||||||||
| Denominazione materiale | Resistenza alla trazione | per diam. a partire da 1,0 | per diam. a partire da 2,0 | per diam. a partire da 3,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| da | a | da | a | da | a | da | a | |||||
| Acciai | ||||||||||||
| Acciai non legati bonificati | ≤ 1.000 N/mm² | 20 | 25 | 6360 | 7960 | 0,020 | 3183 | 3979 | 0,030 | 2122 | 2653 | 0,040 |
| Acciai basso legati bonificati | ≤ 1.000 N/mm² | 20 | 25 | 6360 | 7960 | 0,020 | 3183 | 3979 | 0,030 | 2122 | 2653 | 0,040 |
| Acciai legati bonificati | ≤ 1.200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Acciai da nitrurazione | ≤ 1.200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Acciai per utensili | ≤ 1.200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Acciai super rapidi | ≤ 1.200 N/mm² | 8 | 12 | 2546 | 3820 | 0,020 | 1273 | 1910 | 0,030 | 849 | 1273 | 0,040 |
| Acciai inossidabili | ||||||||||||
| Titanio e leghe di titanio | ≤ 850 N/mm² | 7 | 10 | 2228 | 3183 | 0,020 | 1114 | 1592 | 0,030 | 743 | 1061 | 0,040 |
| Leghe speciali | ≤ 1.200 N/mm² | 7 | 9 | 2228 | 2865 | 0,020 | 1114 | 1432 | 0,030 | 743 | 955 | 0,040 |
| Metalli fusi | ||||||||||||
| Ghisa | ≤ 350 HB | 20 | 30 | 6366 | 9550 | 0,030 | 3183 | 4775 | 0,040 | 2122 | 3183 | 0,050 |
| Ghisa sferoidale e ferro malleabile | ≤ 350 HB | 18 | 22 | 5730 | 7000 | 0,030 | 2865 | 3500 | 0,040 | 1910 | 2334 | 0,050 |
| Materiali duri | ||||||||||||
| Hardox | ≤ 1.250 N/mm² | 7 | 9 | 2228 | 2865 | 0,025 | 1114 | 1432 | 0,035 | 743 | 955 | 0,045 |
| Hardox | ≤ 1.550 N/mm² | 4 | 6 | 1273 | 1910 | 0,015 | 637 | 955 | 0,020 | 424 | 637 | 0,030 |
| Acciai per molle | ≤ 1.100 N/mm² | 8 | 10 | 2538 | 3183 | 0,025 | 1273 | 1592 | 0,035 | 849 | 1061 | 0,040 |
| Per diam. 8,0-12,0 | ||||||||||||
| Denominazione materiale | Resistenza alla trazione | per diam. a partire da 8,0 | per diam. a partire da 10,0 | per diam. a partire da 12,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| da | a | da | a | da | a | da | a | |||||
| Acciai | ||||||||||||
| Acciai non legati bonificati | ≤ 1.000 N/mm² | 20 | 25 | 796 | 995 | 0,100 | 637 | 796 | 0,120 | 531 | 663 | 0,140 |
| Acciai basso legati bonificati | ≤ 1.000 N/mm² | 20 | 25 | 796 | 995 | 0,100 | 637 | 796 | 0,120 | 531 | 663 | 0,140 |
| Acciai legati bonificati | ≤ 1.200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Acciai da nitrurazione | ≤ 1.200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Acciai per utensili | ≤ 1.200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Acciai super rapidi | ≤ 1.200 N/mm² | 8 | 12 | 318 | 477 | 0,100 | 255 | 382 | 0,120 | 212 | 318 | 0,140 |
| Acciai inossidabili | ||||||||||||
| Titanio e leghe di titanio | ≤ 850 N/mm² | 7 | 10 | 279 | 398 | 0,100 | 223 | 318 | 0,120 | 186 | 265 | 0,140 |
| Leghe speciali | ≤ 1.200 N/mm² | 7 | 9 | 279 | 358 | 0,100 | 223 | 286 | 0,120 | 186 | 239 | 0,140 |
| Metalli fusi | ||||||||||||
| Ghisa | ≤ 350 HB | 20 | 30 | 796 | 1194 | 0,120 | 637 | 955 | 0,140 | 531 | 796 | 0,160 |
| Ghisa sferoidale e ferro malleabile | ≤ 350 HB | 18 | 22 | 716 | 875 | 0,120 | 573 | 700 | 0,140 | 477 | 584 | 0,160 |
| Materiali duri | ||||||||||||
| Hardox | ≤ 1.250 N/mm² | 7 | 9 | 279 | 358 | 0,100 | 223 | 286 | 0,125 | 186 | 239 | 0,140 |
| Hardox | ≤ 1.550 N/mm² | 4 | 6 | 159 | 239 | 0,080 | 127 | 191 | 0,100 | 106 | 159 | 0,110 |
| Acciai per molle | ≤ 1.100 N/mm² | 8 | 10 | 318 | 398 | 0,100 | 255 | 318 | 0,125 | 212 | 265 | 0,140 |
| Per diam. 4,0-6,0 | ||||||||||||
| Denominazione materiale | Resistenza alla trazione | per diam. a partire da 4,0 | per diam. a partire da 5,0 | per diam. a partire da 6,0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| da | a | da | a | da | a | da | a | |||||
| Acciai | ||||||||||||
| Acciai non legati bonificati | ≤ 1.000 N/mm² | 20 | 25 | 1592 | 1989 | 0,050 | 1273 | 1592 | 0,060 | 1061 | 1326 | 0,080 |
| Acciai basso legati bonificati | ≤ 1.000 N/mm² | 20 | 25 | 1592 | 1989 | 0,050 | 1273 | 1592 | 0,060 | 1061 | 1326 | 0,080 |
| Acciai legati bonificati | ≤ 1.200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Acciai da nitrurazione | ≤ 1.200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Acciai per utensili | ≤ 1.200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Acciai super rapidi | ≤ 1.200 N/mm² | 8 | 12 | 637 | 955 | 0,050 | 509 | 764 | 0,060 | 424 | 637 | 0,080 |
| Acciai inossidabili | ||||||||||||
| Titanio e leghe di titanio | ≤ 850 N/mm² | 7 | 10 | 557 | 796 | 0,050 | 446 | 637 | 0,060 | 371 | 531 | 0,080 |
| Leghe speciali | ≤ 1.200 N/mm² | 7 | 9 | 557 | 716 | 0,050 | 446 | 573 | 0,060 | 371 | 477 | 0,080 |
| Metalli fusi | ||||||||||||
| Ghisa | ≤ 350 HB | 20 | 30 | 1592 | 2387 | 0,060 | 1273 | 1910 | 0,080 | 1061 | 1592 | 0,100 |
| Ghisa sferoidale e ferro malleabile | ≤ 350 HB | 18 | 22 | 1432 | 1751 | 0,060 | 1146 | 1401 | 0,080 | 955 | 1167 | 0,100 |
| Materiali duri | ||||||||||||
| Hardox | ≤ 1.250 N/mm² | 7 | 9 | 557 | 716 | 0,063 | 446 | 573 | 0,070 | 371 | 477 | 0,080 |
| Hardox | ≤ 1.550 N/mm² | 4 | 6 | 318 | 477 | 0,040 | 255 | 382 | 0,050 | 212 | 318 | 0,060 |
| Acciai per molle | ≤ 1.100 N/mm² | 8 | 10 | 637 | 796 | 0,060 | 509 | 637 | 0,070 | 424 | 531 | 0,080 |
Seleziona la tonalità di colore RAL
ATTENZIONE: la visualizzazione del colore nello schermo può variare dalla tonalità reale.