


Punta di centraggio NC 90° in metallo duro integrale
Punta di centraggio NC 90° in metallo duro integrale WN
PUNTA-CENTR-MET-NC90-MDI-D10,0MM













Registrati ora per accedere ad oltre 150.000 prodotti.
 | |
Codice prodotto | 6225 |
Materiale da lavorare | Acciaio, Ghisa, Acciaio inossidabile, Rame, Ottone, Plastica |
Normative | CS |
Oppervlakte | Base |
Materiale di taglio | SC |
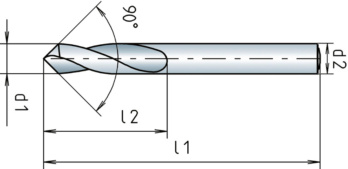
Angolo punta | 90 Gradi |
Numero taglienti | 2 STK |
Diameter (d1) | 10 mm |
Forma gambo | Cilindrico |
Lengte (l1) | 89 mm |
Lunghezza gola di evacuazione trucioli (l2) | 25 mm |
Diametro codolo (d2) | 10 mm |
Tolleranza diametro tagliente | h6 |
Tolleranza diametro gambo | h6 |
Materiale del sottogruppo | Acciai strutturali per uso generale, Acciai temprati non legati < 1000 N/mm², Acciai temprati legati < 1000 N/mm², Acciai da nitrurazione < 1300 N/mm², Ghisa grigia, Ghisa malleabile, Acciai inossidabili < 850 N/mm², Acciai inossidabili > 850 N/mm², rame, Ottone, Alluminio, Plastica |
| Parametri di taglio per punte in metallo duro integrale, non rivestite | |||||||||
| Per diam. 4-20 | |||||||||
| Designazione materiale | Resistenza a trazione | Raffreddamento | vc | f | |||||
| da | a | Diam. 4-5,9 | Diam. 6-8,9 | Diam. 9-11,9 | Diam. 12-15,9 | Diam. 16-20 | |||
| Acciai da costruzione per uso generale | < 500 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 500-850 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Acciai al carbonio | < 850 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 850-1000 N/mm² | E | 55 | 65 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Acciai da trattamento termico non legati | < 700 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 700-850 N/mm² | E | 60 | 75 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Acciai da trattamento termico legati | 850-1000 N/mm² | E | 55 | 65 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Acciai da cementazione non legati | < 750 N/mm² | E | 60 | 75 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Acciai da cementazione legati | < 1000 N/mm² | E | 55 | 65 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Acciai da nitrurazione | < 1000 N/mm² | E | 55 | 65 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| Acciai per utensili | < 850 N/mm² | E | 55 | 65 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| 850-1100 N/mm² | E | 50 | 60 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 | |
| Acciai rapidi | 850-1200 N/mm² | E | 30 | 40 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Acciai da costruzione resistenti all'usura | 1350 N/mm² | E | 20 | 35 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Acciai per molle | < 1200 N/mm² | E | 20 | 35 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Acciai inossidabili, solforati | < 700 N/mm² | E | 30 | 40 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Acciai inossidabili, austenitici | < 700 N/mm² | E | 30 | 40 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| < 850 N/mm² | E | 25 | 35 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Acciai inossidabili, martensitici | < 1100 N/mm² | E | 25 | 35 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| Leghe speciali | < 1200 N/mm² | E | 15 | 25 | 0,080 | 0,110 | 0,140 | 0,180 | 0,225 |
| Ghisa | < 180 HB | T/E | 70 | 100 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| > 180 HB | T/E | 70 | 100 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Grafite nodulare, ferro malleabile | > 180 HB | E | 65 | 75 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 |
| > 260 HB | E | 65 | 75 | 0,090 | 0,120 | 0,150 | 0,200 | 0,250 | |
| Alluminio, leghe di alluminio | < 530 N/mm² | E | 150 | 220 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Alluminio, leghe di alluminio da fusione < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Alluminio, leghe di alluminio da fusione > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Magnesio, leghe di magnesio | < 280 N/mm² | E | 150 | 220 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Rame, bassolegato | < 350 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Ottone, truciolo corto | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Ottone, truciolo lungo | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| Bronzo, truciolo corto | < 600 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 |
| 650-850 N/mm² | E | 100 | 180 | 0,100 | 0,140 | 0,170 | 0,230 | 0,288 | |
| Bronzo, truciolo lungo | < 850 N/mm² | E | 90 | 140 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 |
| 850-1200 N/mm² | E | 90 | 140 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Grafite | T | 70 | 100 | 0,090 | 0,130 | 0,160 | 0,210 | 0,263 | |
| Legenda | |
| E = emulsione | |
| T = a secco | |
| vc = velocità di taglio [m/min] | |
| f = avanzamento [mm/r] | |
| I parametri di taglio consigliati sono valori di riferimento e devono essere adattati alle rispettive condizioni. | |
Caratteristiche tecniche (0)
Certificati/ Documenti (0)

