














Corona diamantata HSS
Punta a corona HSS
PUNTA A CORONA HSS WELDON 30MM D12MM
Registrati ora per accedere ad oltre 150.000 prodotti.
Prestazioni elevate, avanzamento rapido della foratura e lunga durata
A differenza della foratura di solidi, viene tagliato solo un anello di metallo sottile. Il nucleo tagliato viene espulso mediante un perno espulsore.
Nessuna preforatura necessaria, nessuna formazione di sbavature
Nessuna pre o post-lavorazione necessaria
Geometria di taglio ottimizzata
- Lunga durata rispetto alle varie corone diamantate standard
- Profilo di foratura pulito
- Foro con tolleranze precise
Guida precisa, senza scivolamento
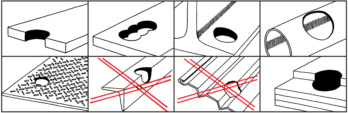
Per foratura sovrapposta. Foratura senza problemi su superfici curve e tubature.
- A differenza delle punte elicoidali, la corona diamantata lavora solo un anello sottile di materiale, non il diametro completo del foro. Il nucleo viene estratto da un perno espulsore con molla a trazione, non incluso nella fornitura. Le corone diamantate offrono quindi un tempo di foratura 10 volte più veloce rispetto alle punte elicoidali.
- Un raffreddamento sufficiente e continuo durante l'intero processo di foratura aumenta significativamente la durata della corona diamantata. Non utilizzare a secco.
- Non adatta per truciolato, titanio o acciai resistenti al calore e altolegati
- Per i parametri dei materiali e dei valori di taglio, vedere le tabelle riassuntive
- Indossare dispositivi di protezione individuale adeguati, ad esempio protezioni per gli occhi e per l'udito e guanti di protezione.
- Togliere indumenti larghi o gioielli che potrebbero rimanere impigliati nelle parti in movimento.
- Le corone diamantate non devono essere utilizzate con utensili a mano.
- Prima dell'uso, assicurarsi che la concentricità sia perfetta e che il serraggio dell'attacco dell'utensile funzioni correttamente.
Caratteristiche tecniche(X)

- Con gambo Weldon ∅ 19 mm per l'uso su trapani magnetici portatili o stazionari per la creazione di fori di grandi dimensioni con un diametro fino a 50 mm e una profondità di taglio di 30 mm o 50 mm
- I trapani Fein con attacco QuickIn possono essere utilizzati con un adattatore.
- L'applicazione su trapani stazionari con cono Morse è possibile utilizzando il supporto appropriato.
- Inserire il perno espulsore nella punta a corona.
- Spingere la punta a corona nel supporto di montaggio dell'unità di perforazione e serrare le viti a esagono incassato.
- La punta a corona viene automaticamente bloccata in posizione quando si utilizzano attacchi ad azione rapida.
- Assicurarsi che la punta a corona sia posizionata correttamente nell'attacco.
- Se la punta viene sottoposta a carico laterale durante l'uso, l'utensile potrebbe rompersi.
- Fissare l'unità nella posizione di perforazione corretta; assicurarsi che l'unità di perforazione disponga di un appoggio stabile.
- Se necessario, prima di iniziare a lavorare, fissare l'unità di perforazione utilizzando una cinghia di sicurezza, in particolare in caso di superfici verticali e lavori in altezza.
- Prestare attenzione alla tabella delle velocità e utilizzare del refrigerante.
- Praticare i fori con cautela (senza bulino e preforatura), mantenere una velocità di avanzamento e rotazione uniforme durante l'intero processo di perforazione.
- Rimuovere i trucioli e il nucleo dopo ogni operazione di foratura.
- Attenzione: Rischio di lesioni: trucioli e nucleo possono essere molto caldi e affilati
Qualità | Würth-Standard |
Profondità di taglio | 30 mm |
Diametro | 12 mm |
Lunghezza | 64.2 mm |
Materiale da lavorare | Acciaio, Alluminio, Legno |
Forma gambo | Weldon |
Superficie | Base |
Materiale di taglio | HSS |
Durata (sistema a punti) | 2 su 4 punti |
Velocità di foratura (sistema a punti) | 3 su 4 punti |
Qualità foratura (sistema a punti) | 4 su 4 punti |
Versatilità (sistema a punti) | 2 su 4 punti |
Andamento foratura (sistema a punti) | 3 su 4 punti |
| Legenda |
| vc = velocità di taglio [m/min] |
| n = numero di giri [giri/min] |
| I valori di taglio consigliati sono valori di riferimento e devono essere adattati alle rispettive condizioni. |
| Per diam. 12,0-20,0 | |||||||||
| Indicazione materiale | Resistenza alla trazione | Per diam. a partire da 12,0 | Per diam. a partire da 16,0 | Per diam. a partire da 20,0 | |||||
| vc | n | n | n | ||||||
| da | a | da | a | da | a | da | a | ||
| Acciai | |||||||||
| Acciai strutturali per uso generale | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Acciai non legati con trattamento termico | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Acciai basso legati con trattamento termico | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Acciai non legati con trattamento termico | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Acciai basso legati con trattamento termico | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Metalli fusi | |||||||||
| Ghisa | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Ghisa nodulare e ferro malleabile | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Metalli non ferrosi | |||||||||
| Alluminio | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Leghe di alluminio | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Leghe di alluminio lavorato | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Leghe di alluminio pressofuso <= 10% Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Leghe di magnesio | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Rame basso legato | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Ottone a truciolatura corta | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Ottone a truciolatura lunga | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Bronzo a truciolatura corta | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Materiali plastici | |||||||||
| Materiali plastici termoindurenti | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Resine termoplastiche | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Per diam. 36,0-50,0 | |||||||||
| Indicazione materiale | Resistenza alla trazione | Per diam. a partire da 36,0 | Per diam. a partire da 40,0 | Per diam. a partire da 50,0 | |||||
| vc | n | n | n | ||||||
| da | a | da | a | da | a | da | a | ||
| Acciai | |||||||||
| Acciai strutturali per uso generale | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Acciai non legati con trattamento termico | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Acciai basso legati con trattamento termico | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Acciai non legati con trattamento termico | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Acciai basso legati con trattamento termico | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Metalli fusi | |||||||||
| Ghisa | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Ghisa nodulare e ferro malleabile | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Metalli non ferrosi | |||||||||
| Alluminio | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Leghe di alluminio | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Leghe di alluminio lavorato | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Leghe di alluminio pressofuso <= 10% Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Leghe di magnesio | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Rame basso legato | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Ottone a truciolatura corta | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Ottone a truciolatura lunga | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Bronzo a truciolatura corta | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Materiali plastici | |||||||||
| Materiali plastici termoindurenti | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Resine termoplastiche | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Per diam. 24,0-32,0 | |||||||||
| Indicazione materiale | Resistenza alla trazione | Per diam. a partire da 24,0 | Per diam. a partire da 28,0 | Per diam. a partire da 32,0 | |||||
| vc | n | n | n | ||||||
| da | a | da | a | da | a | da | a | ||
| Acciai | |||||||||
| Acciai strutturali per uso generale | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Acciai non legati con trattamento termico | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Acciai basso legati con trattamento termico | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Acciai non legati con trattamento termico | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Acciai basso legati con trattamento termico | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Metalli fusi | |||||||||
| Ghisa | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Ghisa nodulare e ferro malleabile | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Metalli non ferrosi | |||||||||
| Alluminio | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Leghe di alluminio | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Leghe di alluminio lavorato | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Leghe di alluminio pressofuso <= 10% Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Leghe di magnesio | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Rame basso legato | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Ottone a truciolatura corta | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Ottone a truciolatura lunga | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Bronzo a truciolatura corta | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Materiali plastici | |||||||||
| Materiali plastici termoindurenti | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Resine termoplastiche | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
Seleziona la tonalità di colore RAL
ATTENZIONE: la visualizzazione del colore nello schermo può variare dalla tonalità reale.